案例一 金屬外觀件瑕疵檢查
解決方案重點
- 相機與光源的選擇
- 檢查機台設計: 檢查站數、相機光源彈性調整角度
- 彈性的設計考量一機可以檢查多種外觀件
- 入料與出料的設計
- 機械手臂偕同運作
- 導入AI,不斷的參數調整與訓練
特性
- 3D表面對焦不易,必須克服景深。
- 瑕疵沒有固定發生的位置。
- 瑕疵種類多,不易分類。
- 檢查時間要比人工快。
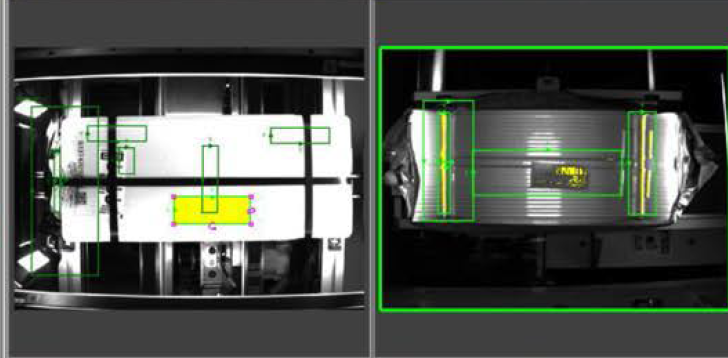
案例二 某電路載板廠自動真空包裝系統
解決方案重點
- 整合工序上面不同機台
- 整合機械手臂
- AOI檢查移動中的ORCode
- AOI辨識標籤、乾燥劑
- AOI辨識打帶正確與否
- AOI辨識真空破包
特性
- 多個工站: 方檢機、噴印、置放試紙乾燥包 、打帶、真空包裝、自動夾取入箱。
- 必須整合多部PLC依序運作。
- AOI檢查噴印內容、缺料、打帶、真空破包。
案例三 工業濾心氣泡檢查
解決方案重點
- 設計讓相機在X-Y table移動中拍攝
- 自動加壓產生氣泡
- 移動中判斷氣泡的出現
- XY table記錄氣泡出現的座標
- 將檢查時間縮短至3分鐘內完成
特性
- 各種規格不同濾心、長度也不一樣。
- 隨著不同加壓,氣泡大小與出現位置也會不同。
- 人工檢查一支濾心約需要18分鐘。
自動加壓過程中,相機移動中藉由AI偵測氣泡的出現,氣泡可以小至0.05mm左右


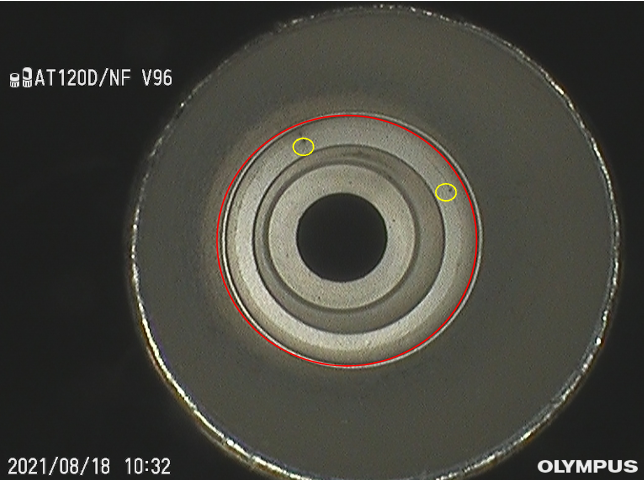
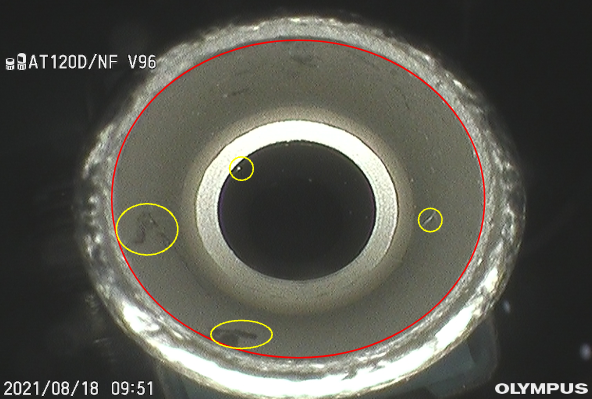
案例四 汽車零件-微管內壁瑕疵檢查
解決方案重點
- 採用工業內視鏡(自帶光源)
- 機台機構設計可以固定內視鏡與導管
- 將內視鏡取像藉由影像擷取卡導到PC
- 導入AI學習各種瑕疵樣態
- 自動分類
特性
- 小於 5mm微細管檢查瑕疵。
- 光線不容易集中進入管內,增加檢查的難度。
- 瑕疵種類多,不易分類。
- 檢查時間必須比人工快。
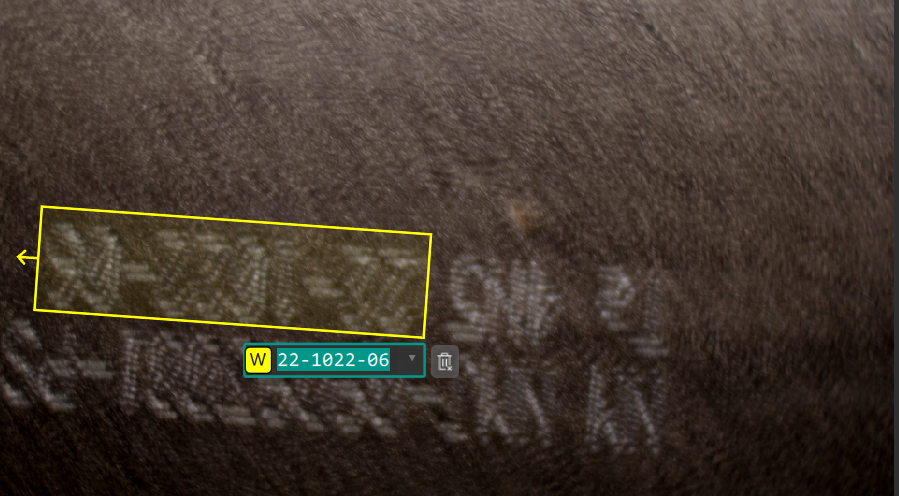
案例五 靶材OCR辨識
解決方案重點
- 相機與光源的選擇
- 導入AI,不斷的參數調整與訓練
特性
- 使用過的靶材,表面非常骯髒。
- 多種靶金屬材質都需要做OCR辨識。
- 檢查時間不能比人工慢。